MES系統有什么用?
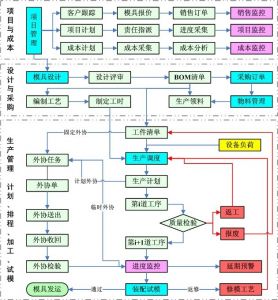
MES制造執行系統可監控從原材料進廠到成品的全過程,記錄過程中產品所使用的材料、設備,產品檢測的數據和結果以及每個工序生產的時間、人員等信息。經過MES系統分析,就能通過系統報表實時呈現生產進度、目標達成狀況、產品品質狀況,以及產的人、機、料的利用狀況,這樣讓生產現場透明化。企業的管理人員,只要透過Internet就能將生產現場的狀況看的清楚明白。總部的老板亦能通過MES獲取信息運籌帷幄,遠在國外的客戶當然也可以關心到他們的訂單進度、產品品質。
MES系統為工廠帶來什么好處:
1.優化企業生產制造管理模式,強化過程管理和控制,達到精細化管理目的;
2.加強各生產部門的協同辦公能力,提高工作效率、降低生產成本;
3.提高生產數據統計分析的及時性、準確性,避免人為干擾,促使企業管理標準化;
4.為企業的產品、中間產品、原材料等質量檢驗提供有效、規范的管理支持;
5.實時掌控計劃、調度、質量、工藝、裝置運行等信息情況,使各相關部門及時發現問題和解決問題;
6.最終可利用 MES系統建立起規范的生產管理信息平臺,使企業內部現場控制層與管理層之間的信息互聯互通,以此提高企業核心競爭力。
MES制造執行系統通過結果來優化生產制造。生產過程追溯功能使企業清楚產品的原材料是哪家什么時間提供的,接收人是誰,檢驗的參數,生產中的各環節、技術參數、操作人員等等。根據反饋,解決企業成本問題,或產品質量問題,及時調整,有針對性的為客戶提供更好的服務。同時產品生產過程的數據為管理決策提供支持,讓過程中的問題得到及時處理。
1.MES制造執行系統是對整個車間制造過程的優化,而不是單一的解決某個生產瓶頸;
2.MES制造執行系統必須提供實時收集生產過程中數據的功能,并作出相應的分析和處理;
3.MES制造執行系統需要與計劃層和控制層進行信息交互,通過企業的連續信息流來實現企業信息全集成。
MES制造執行系統是近10年來在國際上迅速發展、面向車間層的生產管理技術與實時信息系統。MES制造執行系統可以為用戶提供一個快速反應、有彈性、精細化的制造業環境,幫助企業減低成本、按期交貨、提高產品的質量和提高服務質量。適用于不同行業(家電、汽車、半導體、通訊、IT、醫藥),能夠對單一的大批量生產和既有多品種小批量生產又有大批量生產的混合型制造企業提供良好的企業信息管理。
MES的定位:
MES是處于計劃層和現場自動化系統之間的執行層,主要負責車間生產管理和調度執行。一個設計良好的MES系統可以在統一平臺上集成諸如生產調度、產品跟蹤、質量控制、設備故障分析、網絡報表等管理功能,使用統一的數據庫和通過網絡聯接可以同時為生產部門、質檢部門、工藝部門、物流部門等提供車間管理信息服務。系統通過強調制造過程的整體優化來幫助企業實施完整的閉環生產,協助企業建立一體化和實時化的ERP/MES/SFC信息體系。
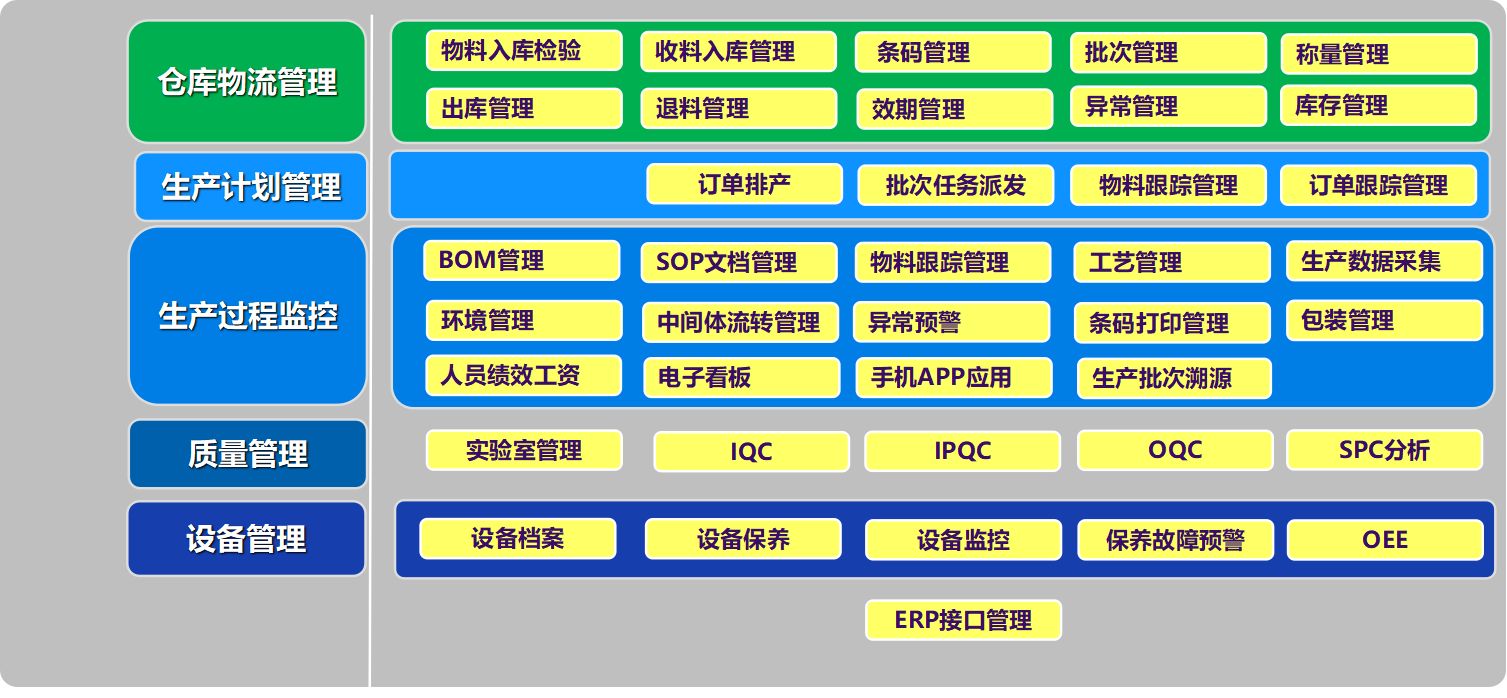
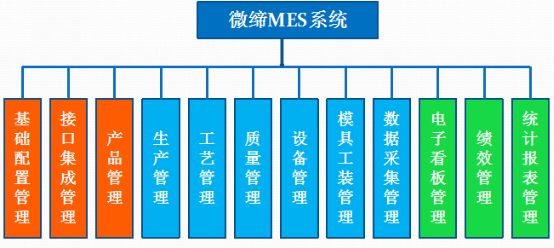
MES產品功能:
為企業生產管理人員進行過程監控與管理、保證生產正常運行,控制產品質量和生產成本提供了靈活有力的工具。包括以下功能:
1.正確掌握在制品數量,及不良品的追蹤,降低在制品成本;
2.用條形碼追蹤產品序號,提高產品的售后服務水平;
3.及時反應產品質量問題,追溯品質歷史,提高產品治理;
4.大幅減少現場手工作業,提高現場管理人員的生產力;
5.充分掌握工具、設備的使用狀況,使制造資源高效運作;
6.強大的統計報表為企業管理決策提供實時、準確、可靠的生產數據,提高公司核心競爭力。
微締mes系統使用前后的區別:
(1)MES系統流程卡管理
導入前:每一在制品附一流程卡片,作業員完成一制程須將日期、人員、生產信息填寫在流程卡上,在成品包裝前,收集起來,以備日后維修查詢之用。
導入后:每一流程卡附上該在制品序號條形碼,作業員完成一制程后,利用條形碼輸入序號,及生產數據(例如:不良代碼也印制成條形碼),MES系統自動并入時間,工作站,人員資料,存入流程卡數據庫中。
(2)制令追蹤管理
導入前:利用每日生產窗體由生產單位組長填寫各制令投入產出,人員出勤等資料,再匯總計算出各制令進度。然而組裝生產線流程快速,生產主管永遠無法得知各制令目前的進度。
導入后:每站需刷流程卡序號,計算機可自動計算出其所屬制令在各生產單位詳細過程及最近狀況,主管辦公室之計算機可得知全廠一分鐘前制令最新狀況。
(3)在制品追蹤管理
導入前:信息廠的特色常造成一堆不良品、待修品積壓在現場。每年盤點時清出千萬元成本的在制品是常有的事。
導入后:利用流程卡完整數據,MES系統可追蹤每一在制品最新位置,統計整理后,可以依制令別,產品別或現場區段,追蹤在制品分布狀況。
(4)Burn-In管理
導入前:不同機種Burn-In時間長短不同,雖然Burn-InRoom多用PLC,自動輸送帶控制,但是仍須由人在現場操作,掌握信息不足,無法對Burn-In限空間做有效地利用。
導入后:透過MES與Burn-In-Room PLC聯機,可以利用MES直接控制PLC,進行在制品進出Burn-In之控制,可以有效掌握Burn-In時間及空間利用。
(5)包裝監督
導入前:相同產品,因不同地區客戶,需配置不同文字手冊,電源等包裝材料,但因混線生產,易生錯誤。
導入后:可立即給予包裝人員明確包裝指示,避免疏忽,或是進一步整合防呆系統可進一步當錯誤時立即發出警示。
(6)品質監控管理
導入前:品質資料由品管站輸入品質窗體中,但因是人工填寫,資料有限,而完整的檢修資料是填寫在流程卡中,數量多,少有工廠輸入計算機,因此多是事后整理品質報表做為未來品質改善,但又因情報不完整、不正確,不容易找到真正原因。
導入后:檢測修護資料全由條形碼,或計算機立即輸入,現場可連接品質看板,實時顯示最新品質狀況,并可做完整詳細統計分析,有效找出品質問題。
(7)出貨管理
導入前:須利用人工記錄那些出貨序號,給那一位客戶,以做售后服務,也因缺乏實時核對能力,常在出貨之機種及數量上發生錯誤,造成不小的損失。
導入后:出貨同時,刷讀外箱序號條形碼,可立即核對,如不符出貨條件,可立即告之出貨人員。
(8)自動化設備整合
導入前:信息廠必用的SMT,、AI、ATE等設備多獨立運作,效益不高,設備管理也不佳。
導入后:將MES系統軟件與SMT、AI整合,可自動得取生產信息及設備家動狀況,與ATE整合,可自動得取測試資料。
(9)現場物料管理
導入前:因混線生產,無法掌握實際生產狀況,常發生造缺料停線。
導入后:MES系統軟件可以隨時掌握最新各制令,各機種組裝數量,可以實時計算出現場物料狀況,以預做供料準備,有效降低這方面人力及缺料現象。
(10)售后服務
導入前:客戶回修之產品,要找出其原來的流程卡,須花費相當大的人力,也不知其何時出貨,很難提供有效的售后服務。
導入后:MES系統可以掌握每一成品完整流程卡資料及出貨時間,可提供客戶完整的售后服務。
更多MES系統,模具管理軟件,零部件MES
http://www.wikiart.org.cn/hangyexinwen/644.html電子MES