微締MES系統及其在制造業信息化中的應用
(一) MES內涵
MES是美國管理界 20世紀 90年代提出的新概念。美國先進制造研究機構 AMR (AdvancedM anufacturing Research)通過對大量企業的調查,發現現有的企業生
產管理系統普遍由以 ERP M / RPII為代表的企業管理軟件,以 SCADA (Supervisory Control and Data Acquisi- tion)、HMI (HumanM achine Interface) 為代表的生產過程監控軟件和以實現操作過程自動化,支持企業全面集成的 MES 軟件群組成。
MES通過雙向的直接通信在企業內部和整個產品供應鏈中提供有關產品行為的關鍵任務信息。一方面,MES 可以對來自 MRPII、ERP系統的生產管理信息進行細化、分解,將來自計劃層的操作指令傳遞給底層控制層;另一方面,MES 可以采集設備、儀表的狀態數據,以實時監控底層設備的運行狀態,再經過分析、計算與處理,從而方便、可靠地將控制系統與信息系統整合在一起,并將生產狀況及時反饋給計劃層。因此,MES不同于以派工單形式為主的生產管理和輔助的物料流為特征的傳統車間控制器,也不同于偏重于作業與設備調度為主的單元控制器,而應將 MES 作為一種生產模式,把制造系統的計劃和進度安排、追蹤、監視和控制、物料流動、質量管理、設備的控制及計算機集成制造接口等作為一個整體來考慮,以最終實施制造自動化和管理信息化為目的。
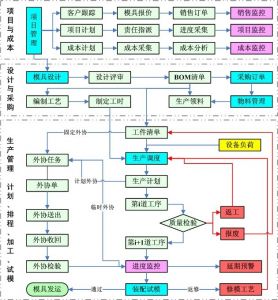
(二) MES功能模型與技術架構
MES通過其各成員的實踐歸納了十一個主要的MES功能模塊,包括 :工序詳細調度、資源分配和狀態管理、生產單元分配、過程管理、人力資源管理、維護管理、質量管理、文檔控制、產品跟蹤和產品清單管理、性能分析和數據采集。
對于這個歸納,業界還有一點爭議。NIST (美國國家標準與技術研究組織 ) 在向 OMG (ObjectM anagem entG roup,對象管理組織 )提交的《NISTResponse toMES Request for Inform ation》報告中就認為:MESA的歸納中,過程管理不應單獨作為一個功能模塊,而應該添加一個物料管理模塊。筆者也認為,MES應具有物料管理功能。
從 MES與企業其它系統的信息交互分析看,一方面,MES可以為企業其它管理信息系統提供實時數據。例如,企業資源計劃 (ERP) 系統需要 MES提供的成本、制造周期和預計產出時間等實時生產數據 ;供應鏈管理 (SCM) 系統從 MES中獲取當前的訂單狀態、當前的生產能力以及企業中生產換班的相互約束關系;客戶關系管理 (CRM) 的成功報價與準時交貨,則取決于 MES所提供的有關生產的實時數據;產品數據管理 (PDM ) 中的產品設計信息,可以基于 MES的產品產出和生產質量數據進行優化;控制模塊則需要時刻從 MES中獲取生產配方和操作技術資料來指導人員和設備進行正確地生產。另一方面,MES也要從其它管理系統中獲取相關的數據以保證自身正常運行。例如,MES中進行生產調度的數據來自 ERP的計劃數據 ;MES中生產活動的時間安排需要依據 SCM 中的主計劃和調度控制;PDM 則為 MES提供實際生產的工藝文件和各種配方及操作參數;從控制模塊反饋的實時生產狀態數據,則被MES用于實際生產性能評估和操作條件的判斷。從時間因素分析看,在 MES之上的計劃系統考慮的問題域是中長期的生產計劃,執行層系統 MES處理的問題域是近期生產任務的協調安排問題,控制層系統則必須實時地接收生產指令,使設備正常加工運轉。它們相互關聯、互為補充,實現企業的連續信息流。從層次角度分析看,制造企業的控制結構可劃分為工廠層 (或公司層 )、車間層、單元層和設備層。
其中,單元層相當于一般企業的工段或班組。通常,ERP系統處于工廠層和車間層,有時會擴展到單元層。設備控制系統處于設備層,有時會擴展到單元層。而 MES 則總是處于車間 層與單元層。因此,MES與 ERP在車間層 (有時包括單元層 ) 在功能上會有部分重復,MES與設備控制系統在單元層有時也會有部分功能重疊。
(三 )基于 Internet的 MES網絡拓撲結構
目前,典型的 MES網絡結構模型如下圖所示。
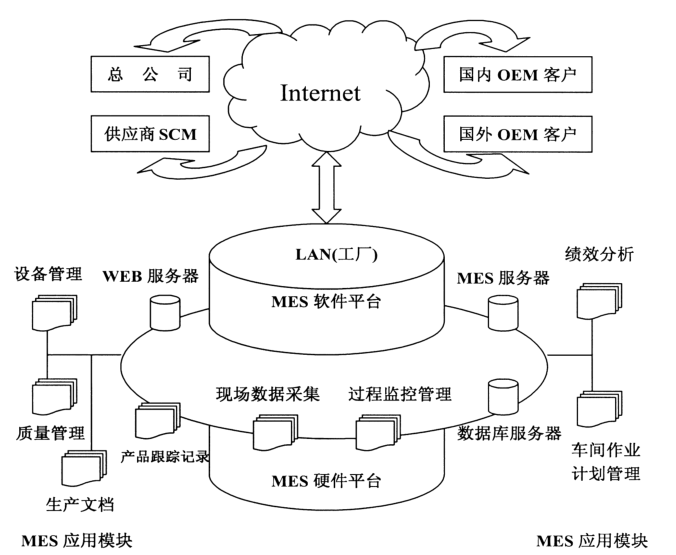
它基于統一的軟硬件平臺和穩定的 W eb 應用,以MES數據庫服務器為系統核心,進行實時數據存取和比照,實現生產信息的監視、控制和生產過程的管理。采用工業 PC /PLC / HM I等設備作為車間內各生產單元(生產區域 )功能站的主要構件 ,通過對各個生產單元的數據收集和反饋,組成覆蓋全廠或者整個流水線的、滿足閉環生產管理需要的開放式以太網絡。
在企業內部,各功能站通過局域網對 MES服務器進行交互操作,同時其他各查詢終端也通過局域網查詢 MES處理后提供的數據、報表和圖形。在企業外部,通過 Internet可以連接到 MES,在設定的權限內對系統進行信息發布或讀取操作,做到實時信息共享。
更多MES系統 模具管理軟件 零部件MES
裝備制造MES http://www.wikiart.org.cn/hangyexinwen/652.html 電子MES